Tahribatsız muayene
Tahribatsız muayene (Non-destructive testing, kısaca: NDT), inceleme yapılacak olan malzeme ya da parçanın bütünlüğüne zarar vermeden yapılan muayene türüdür. Bu muayenenin geçerliliği ise daha önceden yapılmış olan tahribatlı muayenelerin sonuçlarına dayanmaktadır.
Tahribatsız muayene yöntemleri malzemelerin içerisinde görünmeyen süreksizliklerin veya malzeme yüzeyine açık süreksizliklerin tespitinde kullanılır. Hata ve kusur tespiti dışında kapalı bir malzemenin içinde bulunan bir diğer malzemenin miktarını ölçmede, metal yüzeylerdeki boya kalınlığı ölçmede, monteli parçaların durum tespitlerinde, radar sistemlerinde kullanılmaktadır. Ultrasonik Muayene'de ve Endüstriyel Radyografi'de genel olarak incelenecek olan bölgeye ultrasonik ses dalgaları, X veya gamma ışınları gibi çok küçük dalga boyuna sahip yüksek enerjili ışınlar gönderilerek testler yapılır.
Metotlar

2. Penetrant yüzeye uygulanır.
3. Fazlalık penetrant silinir.
4. Developer uygulanarak çatlak görünür kılınır.
Görsel Muayene
Çıplak gözle yapılan muayenedir. Bir ürünün yüzeyindeki süreksizlikler, yapısal bozukluklar, yüzey durumu gibi kaliteyi etkileyen parametrelerin optik bir yardımcı (büyüteç gibi) kullanarak veya kullanmaksızın muayene edilmesidir.
Gözle muayene çok basit bir metot olarak görünse de kendine özgü incelikleri vardır. Genellikle bir başka tahribatsız muayene metodunun uygulanmasından önce yapılması gereken bir çalışmadır. Diğer tahribatsız muayene yöntemleri için hazırlanmış uygulama standartlarının çoğunda da öncelikle gözle muayene yapılması ve bulguların kaydedilmesi istenir.
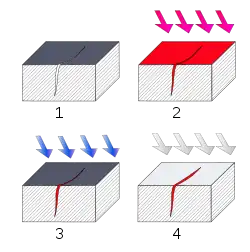
Penetrant Muayene
Girici boya muayenesidir. Sadece malzeme dış yüzeyinde açılan hatalar tespit edilebilir. Sadece gözenekli malzemeler bu muayeneye tabii tutulmaz. İşlem beş aşamadan oluşur. Sırasıyla:
- Ön temizlik: Malzeme yüzeyindeki yabancı maddeleri; yağı, kiri, pası temizlemek için yapılır.
- Penetrant tatbiki: Penetrant sıvısı yüzeye püskürtülür, çatlağı doldurur.
- 2. temizlik: Malzeme yüzeyindeki kırmızı sıvının (penetrant) temizleme işlemidir.
- Developer tatbiki: Su, çözücü ya da püskürtme ile tatbik edilebilir. Çatlaktan sıvıyı emip dışarı çıkarır.
- İnceleme: Floresan sıvı kullanılıp kullanılmadığına göre gözle ya da siyah ışık altında muayene edilir.
Manyetik Partiküllerle Muayene
Sadece ferromanyetik (mıknatıslanabilir) malzemenin muayenesi bu yöntemle yapılabilir. Parça mıknatıs hale getirilir. Yumuşak demir üzerinden manyetik alan çekilirse eski haline döner. Karbonlu çeliklerden manyetik alan kaldırılsa bile malzemede çatlak varsa kutuplaşma bir süre devam edebilir. Manyetik alanla enine, elektrik alanla boyuna hatalar tespit edilebilir.
Üzerinden alternatif akım geçen bir bobin iletken bir malzemeye yaklaştırılırsa bu malzeme içinde girdap alımları indüklenir. İndüklenen girdap akımları fazladan bir manyetik alan meydana getirir. Bu alan ya bizzat onu uyaran bobin veya bir ayrı bobin tarafından bulunabilir. Malzeme içinde mevcut kusurlar, geometrik ve metalürjik değişmeler elektriksel iletkenlik ve permeabilitide, dolayısıyla indüklenen girdap akımlarında yerel değişmelere sebep olur. Girdap akımlarındaki bu değişmeler detektör bobin tarafından uygun bir cihaza gönderilir. Okuma cihazı ibreli bir cihaz, göstergeli, kalemli kaydedici, ışıklı veya sesli alarm, sayıcı, otomatik damgalayıcı veya ayırıcı bir cihaz olabilir. Böylece malzemenin elektriksel, manyetik ve geometrik süreksizlikleri doğrudan ölçülebilir.
İletken olmayan malzemelere uygulanamaz ancak iletken bir malzeme üzerinde iletken olmayan bir kaplamanın kalınlığı girdap akımları ile ölçülebilmektedir.
Ultrasonik Muayene

Ultrasonik test olarak da adlandırılan bu yöntemde temel olarak 0,1-15 MHz arasındaki frekans değerleri bazen de 50 MHz kullanılır. Çok kısa ultrasonik darbe-dalgalar ile malzeme uyarılır. Böylece malzemenin yüzeyindeki ya da içindeki sorunlar tespit edilebilir. Bu teknik çoğunlukla nesnenin kalınlığını belirlemek için kullanılır. Örneğin boru içindeki paslanmayı izlemek için kullanılır.
Ultrasonik test genellikle çelik, metaller ve alaşımlar üzerinde, yüksek çözünürlüklü olmasa da, uygulanır. Aynı zamanda ahşap ve kompozit beton üstüne de uygulanabilir. Maddenin yapısını değiştirmeyen bu test türü havacılık, otomotiv ve diğer ulaşım sektörleri gibi birçok sektörde de kullanılır.
Radyografik Muayene
Radyografik Muayene (RT) veya endüstriyel röntgen gizli kusurları bulmak için malzemeye kısa dalga boyu elektromanyetik radyasyon (yüksek enerjili fotonlar) uygulanmasıdır. Genel olarak çeşitli malzemeleri işlemek için kullanılan materyalleri kontrol etme yöntemidir.
Bir X ışını makinesi veya radyoaktif bir kaynak (IR-192, Co-60 ya da nadir durumlarda Cs-137) radyoaktif kaynak olarak kullanılabilir. Fotonlar yerine nötronların kullanıldığı Nötron radyolojik test (NR) olarak adlandırılan bir radyolojik test türü de vardır. Çünkü nötronlar kurşun ve çelikten kolaylıkla geçebilir ama plastik, su ve yağ tarafından durdurulur. X ışınları sayesinde farklı detaylar gözlemlenebilir.
Malzemenin arkasından çıkan radyasyon miktarı algılanabilir ve ölçülebilir. Radyasyon yoğunluğundaki değişimlerden kalınlığı veya malzemenin kompozisyonu hakkında yorum yapılabilir. Işınların dalga boyu en az 10 nanometre olmadılır ve elektromanyetik spektrumun yumuşak X ışınları uzak morötesi ışınlar arasındaki bölümüyle kısıtlıdır.
Eddy-Current Muayenesi

V2500 IAE uçak motorunun pal köklerinin NDT İncelemesi.
1. Adım: Özel bir boroskop aracı vasıtasıyla NDT probunu incelemenin yapılacağı pal köküne yerleştir.
2. Adım: NDT Cihazını doğru dalga değerine ayarlanır.
3. Adım: Probu incelemenin yapılacağı noktaya probun açısına göre ve en yüksek inceleme dalgasının kırmızı çizgi ile belirlenmiş normal değerler içinde kaldığını gözlemlenir. Eğer kalıyorsa, pal sağlamdır, kırmızı çizginin dışında ve sol tarafında ise pal kökünde çatlak var demektir.
Eddy-current testinde iletken malzemedeki sorunları tespit etmek için elektromanyetik endüksiyon kullanır. Testte pek çok kısıtlama vardır. Bunlar: sadece iletken malzeme test edilebilir, malzemenin yüzeyi erişilebilir olmalıdır, malzemenin bitişi kötü değerlerin çıkmasına neden olabilir, malzemenin içine nüfuz derinliği malzemenin iletkenliği ile sınırlıdır ve test yönüne paralel kusurlar algılanamayabilir.
Eddy-Current testi ile malzemenin yüzeyinde veya yüzeyine yakın çok küçük çatlaklar algılanabilir. Fazla hazırlık gerekmez ve geometrik açıdan zor yüzeyler incelenebilir. Ayrıca, elektrik iletkenliği ve kaplama kalınlığı ölçümü için yararlıdır. Test cihazları taşınabilirdir, hemen geribildirim sağlar ve cihazın malzemeye temas etmesi gerekmez.
Phased Array Yöntemi
Malzemeye phased array cihazları ile muayene yapılır. Ultrasonik muayeneye göre daha avantajlıdır. Ultrasonik muayenede malzeme içi düzensizliklerin tespiti için 3 boyuttan muayene yapılmasına karşı phased array ile tek seferde hataların yönelimi ve malzeme içerisindeki konumları hakkında bilgi alınabilir.
